

Брак и качество офсетной печати. Кто виноват в браке при печати тиража
Часть 1. Неприводка
Введение
Рассказывают, что Господь Бог не рискнул создать мир однократным актом творения, а решал эту задачу структурно, разбив ее на шесть этапов. И это был грамотный инженерный подход: чем более детализирована задача, тем очевиднее способы ее решения. В пределе можно даже очень сложную задачу разложить на такие простые действия, которые будут по силам самому тупому исполнителю.
По пути детализации конечной задачи идет развитие любой технологии, и полиграфия - не исключение. Первые печатники занимались всем сразу - от концепции дизайна до смешивания красок и изготовления печатных станков, а результат оценивали на свой собственный вкус. По сути, в их работе было не меньше творчества, чем у художников, и поэтому до сих пор всех первопечатников помнят поименно.
Последующая специализация не могла обойтись без стандартизации: если печатник не контролирует производство бумаги, краски и машин, он должен быть по крайней мере уверен в стабильности их свойств. В последнее время стандартизация пошла еще дальше и распространилась на технологические параметры самого процесса печати. Например, еще совсем недавно в наших типографиях обходились без единой нормированной триады красок: цветоделение выполнялось вручную с помощью светофильтров, краски смешивались прямо в типографии, и, если эти доморощенные триадные краски не давали нужно го цветового охвата, вводили дополнительные прогоны пятым, шестым корректирующим цветом.
Внедрение европейского стандарта стало актуальным только в 80-е годы, с распространением электронных цветоделителей-цветокорректоров и цифрового растрирования. С переходом на нормализованные краски появился смысл и в аппаратном контроле оптической плотности оттиска, и теперь трудно найти типографию, где не пользовались бы денситометром. Однако наличие денситометра еще не гарантирует качественной печати.
Сегодня каждый знает, как должен выглядеть идеальный полиграфический отпечаток. Несколько меньший круг людей (а именно те, кто занимается производством этой продукции) знает, что отпечаток будет выглядеть должным образом, если соответствует целому ряду технических параметров, среди которых и плотность краски. Таким образом, для производственника задача получения качественной продукции может быть структурирована и сведена к нескольким подчиненным задачам соблюдения этих параметров. В свою очередь, каждая из этих задач раскладывается на выполнение ряда определенных более детализированных условий, и такдалее. В общем, "электрон так же неисчерпаем, как и атом"
В этой статье мы попытаемся углубиться в проблему получения качественных офсетных оттисков настолько детально, насколько позволит имеющийся опыт и, с другой стороны, объем журнальной статьи. Первый уровень в структуре этой задачи составляет набор тех требований, которые в совокупности должны обеспечить результат. Этот набор общеизвестен - совмещение, плотность краски, свойства оттисков после печати. Второй уровень - это технологические нормы и требования к материалам, оборудованию и организации процесса, которые в принципе должны привести к выполнению требований первого уровня. На эту тему имеется некоторое количество доступной литературы; наиболее дельная книга, которая попалась мне - это [2].
Однако, как известно, бумага все терпит, а в жизни редко бывает так, как написано в книгах. Наверняка вам знаком синдром печатника - берешь в руки новый интересный журнал и первым делом смотришь не в оглавление, а ищешь разные дефекты: неприводку, затянутый растр, неверные цвета. И, если невооруженным глазом ничего не выявлено, делаешь вывод - печать классная.
Таким образом, качественную печать можно определить от обратного - это печать без дефектов. Соответственно, третий уровень детализации - это причины, которые приводят к дефектам печати. Можно копать и еще глубже: для каждой конкретной причины существуют различные способы диагностики, методы устранения или способы обхода. В этой статье мы сосредоточим внимание в основном на обзоре возможных причин каждого дефекта, но попутно будем касаться диагностики и методов борьбы там, где это будет уместно и не потребует слишком большого объема.
На эту тему есть замечательная книга [3]. Однако ее автор основывался в первую очередь на своем опыте работы с листовыми машинами большого формата, разработанными в 60-70-х годах. В эту книгу не вошли многие специфические проблемы малоформатной печати, а некоторые выводы просто устарели. Поэтому, на наш взгляд, предлагаемый систематический обзор проблем современной малоформатной листовой офсетной печати будет уместен и полезен.
Классификация видов
Когда списан в макулатуру очередной тираж, перед руководителем типографии встают те самые три проклятых вопроса, которые издавна волнуют русскую интеллигенцию: 1) Кто виноват? 2) Что делать? 3) С чего начать?
Особняком стоят случаи, когда типография берется за заведомо непосильную задачу, но они уже описаны в железобетонной формулировке народной мудрости: “по одежке протягивай ножки” (см. также “выше головы не прыгнешь”, “всяк сверчок знай свой шесток”, “не зная броду, не суйся в воду”, “лучше синица в руках” и “сколько веревочка ни вейся, а конец один”).
В остальных случаях виноват всегда один из трех персонажей: технолог, печатник или наладчик. Расследование будет проходить в духе романов Агаты Кристи, так как заранее известно, что преступник находится среди присутствующих, причем потенциально совершить злодеяние мог любой из них. Естественно, ответ на вопрос: “Кто виноват?” нужен нам не для того, чтобы найти крайнего и лишить его премии. Тем более, что во многих маленьких типографиях все три ипостаси воплощены в одном лице. Ответ нам нужен, чтобы правильно подойти к следующему вопросу – “Что делать?”.
Итак, мы проведем классификацию видов брака в первую очередь по типу причин, соответствующему сфере ответственности технолога, наладчика и печатника.
1. Брак технологический
Чаще всего это брак, вызванный неправильным выбором материалов (бумага, краска, рабочие растворы, офсетная резина). Сюда же отнесем и брак из-за неправильной организации производства – нарушение технологии хранения материалов, несоблюдение порядка операций, неправильный выбор способов обработки продукции, отсутствие измерительных средств.
2. Брак оборудования
Механические неисправности печатной машины зачастую не исключают возможности работы на ней, а проявляются только в некоторых дефектах печати. Брак может также быть связан с неудовлетворительным состоянием машины, которое тем не менее нельзя назвать неисправностью – например, машина очень сильно загрязнена.
3. Брак печати
Печатники всегда крайние – по определению. Хотя они и пытаются перевести стрелки на других, но объективно почву для этого утверждения они дают сами. Ведь опытный печатник за счет своего мастерства часто может скомпенсировать и ошибки технологии, и недостатки печатной машины. А потом к нему возникают вопросы – почему вчера все было нормально, а сегодня он “вдруг” заявляет, что на машине уже ни одного живого валика не осталось?
Желательно четко обозначить, какие объективные параметры печати зависят только от печатника. К сожалению, в большинстве случаев однозначность недостижима. Диаграмма на рис.1 демонстрирует, что практически любой вид брака может быть вызван и ошибками печатника, и дефектами машины, и нарушением технологии. Единственный путь найти истинную причину - тщательный анализ и перебор всех возможностей. Этим мы и займемся в следующей части статьи.
Подробный разбор. Следствия и причины
Несовмещение
Несовмещение – это самый очевидный тип брака, понятный даже неспециалистам. Нас же, как специалистов, будет интересовать детальный характер несовмещения. Начать расследование нужно с проверки пленок: хотя современные фотонаборы совершенствуются едва ли не каждый месяц, но все-таки вывод кривых пленок иногда случается. Этап копирования на офсетные формы можно исключить сразу, так как засветка производится контактным способом, и здесь геометрические искажения возникнуть не могут. Итак, если с пленками все в порядке, переходим к исследованию печатного процесса.
Несовмещение между прогонами
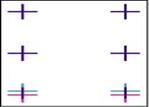
Как правило, печать выполняется в несколько прогонов. Если не совмещены оттиски двух прогонов, для выявления причины нужно обратить внимание на то, как распределены сдвиги между приводочными метками по полю листа и в пределах всей тиражной стопы. По этим сдвигам можно сделать некоторые выводы о возможных причинах брака.
а) В пределах стопы кресты “прыгают” случайным образом: один лист может быть совмещен хорошо, а следующий – со сдвигом или перекосом.
Технологические причины:
Наиболее вероятная из технологических причин – неровная подрезка бумаги. Нужно проверить, соблюден ли прямой угол, одинаковы ли размеры всех листов в стопе и нет ли заусенцев на кромках.
Другая причина из этой же группы – слипшиеся листы на самонакладе. Такие листы будут подаваться вакуумной головкой с перекосами, что приведет к сбоям механизма равнения листа. Листы могут слипнуться из-за слишком толстого слоя краски на предыдущем прогоне или недостаточного просушивания стопы. Но даже незапечатанные листы нередко слипаются из-за электростатики – в этом случае броски могут появиться уже при первом прогоне, а на втором прогоне уже ничего исправить нельзя. Сильный статический заряд бумаги наблюдается при низкой влажности (ниже 30-40%). При этом электропроводность бумаги очень низка, и заряд, образующийся при трении одного листа о другой, не стекает на окружающие предметы, а накапливается в стопе. Правильная технология предполагает контроль влажности в цеху, поддержание ее в пределах 40-60% и обязательную акклиматизацию бумаги – вылеживание ее в цеху в распакованном виде не меньше суток, чтобы она набрала температуру и влажность окружающего воздуха.
Механические причины:
Механизм равнения листов – один из самых тонких в настройке узлов на любой машине. Лист во время выравнивания испытывает большие динамические нагрузки: сначала резкая остановка у передних упоров, затем боковое движение под действием ролика, тянущего лист за угол, затем снова резкое ускорение форгрейфером. Малейшая несогласованность моментов срабатывания этих механизмов приводит к броскам. Например, если ролик тянущего автомата бокового равнения отпускает лист чуть позже, чем его начинает тянуть форгрейфер, будут наблюдаться случайные перекосы листа.
Не меньшее влияние на совмещение оказывает состояние клапанов (захватов) форгрейфера, передаточного и печатного цилиндров. Если в момент передачи листа из одних клапанов в другие он в течение некоторого времени не будет надежно удерживаться захватами, он также будет смещаться случайным образом. Необходимо регулярно проверять не только регулировки моментов открывания-закрывания и силы прижима, но и степень износа площадок.
Огромное влияние на точность совмещения оказывает всевозможная грязь, накапливающаяся на ремнях транспортера, роликах и клапанах. Например, изображение может прыгать самым причудливым образом всего лишь из-за крошечного кусочка бумаги, прилипшего к площадке одного из клапанов печатного цилиндра.
Ошибки печатника:
Добиться стабильного совмещения даже на новой машине высокого класса – это определенное искусство. Чем сильнее изношена машина, тем тоньше настройки, обеспечивающие хорошую приводку на нескольких прогонах. Поэтому от “чутья” печатника зависит очень многое. К сожалению, нельзя дать каких-либо общих рекомендаций по настройке самонаклада – конструкции машин очень разнообразны, и у каждой есть свои секреты и нюансы. Есть только одно железное правило: нельзя начинать печатать первый прогон без проверки совмещения. Делается она так: нужно запечатать как минимум 30-50 листов тиражной бумаги на рабочей скорости и сразу запечатать их повторно. Затем надо внимательно просмотреть каждый лист: во всей пачке не должно быть ни одного листа с несовмещением. Только такая проверка даст некоторую надежду, что тираж не будет запорот уже при первом прогоне.
б) На всем тираже изображение второго прогона в одном из направлений больше, чем первого.
Как правило, кресты не сходятся в направлении, перпендикулярном волокну бумаги. Эффект вызван тем, что стопа за время между прогонами изменила влажность и, соответственно, изменила размер. (Относительное изменение размера даже у дорогих импортных мелованных бумаг может достигать 0,7-0,8% при изменении влажности воздуха на 10%).
Технологические причины:
Во-первых, нужно исследовать самостоятельно или узнать в других типографиях физико-механические свойства доступных сортов бумаг и в дальнейшем закупать бумагу, основываясь не на цену и рекламу торгующих фирм, а на проверенную опытом информацию.
Обычно наиболее катастрофическая усадка бумаги происходит при больших перерывах в печати. Поэтому не рекомендуется оставлять отдельные прогоны "на завтра" и тем более "до понедельника". Если же отпечатать все четыре прогона без перерыва невозможно, стопу желательно накрыть полиэтиленовой пленкой. В укрытой стопе не только меньше меняется влажность, но и климатические условия более однородны. Открытая же стопа подвержена действию сквозняков, излучения батарей, солнечному свету, из-за чего усадка может получиться весьма косой (рис. e)) и к тому же неодинаковой в стопе (верхние листы деформируются больше).
Влияние машины:
Между прогонами одного тиража лучше не заниматься регулировками машины: изменение давления между цилиндрами может проявиться в изменении масштаба изображения вдоль окружности. Даже простая замена офсетной резины нередко приводит к изменению размера, особенно, если новая резина другого сорта.
Ошибки печатника:
Если печать первого прогона происходила с избыточным увлажнением, деформация бумаги будет очень значительной. Переувлажнение заметно сразу по загнутым вверх краям листов на приемке. Даже очень длительное просушивание между прогонами может не дать желаемого результата, так как в середине стопы бумага может сохнуть несколько дней.
Несовмещение между секциями
На машинах с числом секций более одной встречаются различные виды несовмещения между секциями. На рис. 2 показаны некоторые наиболее типичные типы несовмещения. Как и при несовмещении между прогонами, разброс крестов может быть постоянным на всем тираже или хаотическим.
а) Для начала рассмотрим несовмещение вида рис. 2,а, носящее постоянный или относительно постоянный характер.
Ошибки печатника:
Печатник может добиться такого эффекта, если плохо натянет при установке офсетное полотно. Однако, если Вы столкнулись с такой картиной несовмещения, не следует сразу бросаться подтягивать резину - ознакомьтесь сначала со списком других возможностей.
Технологические причины:
Изменение геометрического размера, как на рис. 2а, во многих случаях вызвано остаточной деформацией бумаги под действием сил растяжения. Если Вам случалось руками снимать прилипший лист бумаги с офсетного полотна, то Вы хорошо представляете, какая сила нужна для его отрыва от резины на высокой скорости. Поэтому, чтобы избежать таких искажений размера, технолог должен позаботиться о том, чтобы сделать эту силу отрыва минимальной. Зависит она от нескольких факторов. В первую очередь это, конечно, свойства краски. Печатникам, работающим с быстросохнущими красками, хорошо знаком такой неприятный эффект: при непрерывной печати приводки в норме, но, стоит остановить машину на несколько минут, на первых листах после пуска кресты расползаются как угодно и лишь через несколько десятков листов снова встают на место. Поэтому желательно не применять быстросохнущие краски без необходимости, а для уменьшения лип кости использовать соответствующие добавки.
Очень многие проблемы с несовмещением бывают вызваны плохим качеством офсетной резины. Усилие отрыва листа от резины сильно зависит и от свойств ее поверхности. Обычно новое полотно обладает очень большой липкостью, и для нормального отрыва листа его нужно обкатать. В некоторых случаях помогает присыпка нового полотна тальком.
Офсетные полотна по способу обработки поверхности делятся на вулканизированные и шлифованные. Вулканизированная резина отличается низкой ценой, глянцевым отблеском, высокой липкостью и очень плохими свойствами с по части совмещения. Гораздо лучше шлифованные полотна; их легко распознать по матовому, бархатистому виду поверхности.
Силы растяжения при отрыве листа действуют не только на бумагу, но и на резину. Поэтому результаты совмещения будут зависеть от способности резины противостоять деформации. Тем, кто покупает резину в больших листах и нарезает ее на свой формат, нужно иметь в виду, что у тканой основы жесткость в долевом и поперечном направлении разная. Долевое направление всегда обозначено на обратной стороне полотна цветными линиями, и оно должно быть ориетнировано по окружности цилиндра.
Погрешности машины:
Разница в длине оттисков двух секций может быть вызвана тем, что зазоры между формным, офсетным и печатным цилиндрами установлены на этих секциях неодинаково, и поэтому пути, которые проходят точки на поверхности этих цилиндров, тоже получаются разными. В ряде книг рекомендуется решать эту проблему, компенсируя длину оттиска за счет подкладок под форму, под резину и под печатный лист. Этот метод очень подробно разобран в [2]:

Однако, на наш взгляд, более технологичный путь состоит в том, чтобы один раз отрегулировать машину и выставить одинаковые зазоры между цилиндрами на всех секциях.
б) Если растягивает только один угол, как на рис. 2,б,
 то причины в основном те же самые. В частности, печатник может слабо натянуть резину только с одной стороны. Усилие отрыва тоже может быть распределено неодинаково по ширине листа - из-за того, что большие плашки сосредоточены только с одной стороны. К такой картине приведет и перекос в установке цилиндров на одной из секций. ("Неправильную" секцию легко определить, наложив на оттиск пленку-фотоформу.)
то причины в основном те же самые. В частности, печатник может слабо натянуть резину только с одной стороны. Усилие отрыва тоже может быть распределено неодинаково по ширине листа - из-за того, что большие плашки сосредоточены только с одной стороны. К такой картине приведет и перекос в установке цилиндров на одной из секций. ("Неправильную" секцию легко определить, наложив на оттиск пленку-фотоформу.)
в) "Трапеция" - рис.2,в.
Технологические причины:
 Основные причины таких искажений кроются в свойствах бумаги. Первым делом нужно проверить направление волокон в бумаге: вероятнее всего, окажется, что они направлены вдоль окружности цилиндра. На машинах с подачей листа широкой стороной такой случай достаточно редок. В стандартных пачках волокно всегда ориентировано вдоль длинной стороны, и при разрезке на формат печати оно оказывается направленным вдоль оси цилиндра. Однако в тех случаях, когда нужно печатать на нестандартном формате, ради экономной разрезки игнорируют направление волокон.
Основные причины таких искажений кроются в свойствах бумаги. Первым делом нужно проверить направление волокон в бумаге: вероятнее всего, окажется, что они направлены вдоль окружности цилиндра. На машинах с подачей листа широкой стороной такой случай достаточно редок. В стандартных пачках волокно всегда ориентировано вдоль длинной стороны, и при разрезке на формат печати оно оказывается направленным вдоль оси цилиндра. Однако в тех случаях, когда нужно печатать на нестандартном формате, ради экономной разрезки игнорируют направление волокон.
На малоформатных машинах с подачей листа узкой стороной такие искажения встречаются гораздо чаще, поскольку при экономной разрезке любой стандартной пачки на формат А3+ волокно оказывается ориентированным вдоль листа. Мне неизвестны эффективные меры борьбы с этой проблемой, кроме выбора сорта бумаги, мало подверженной деформации. Иногда, но далеко не всегда, помогает замена офсетного полотна на новое.
Ошибки печатника:
К искажению типа "трапеции" приводит неправильная установка формы: если в хвосте она будет зажата "горбом", ее деформация будет передана на бумагу. На некоторых машинах большого формата задняя планка формного зажима специально разделена на две половинки, которые можно сдвигать или раздвигать винтами, компенсируя в небольших пределах несовмещение за счет принудительной деформации формы. Однако все-таки лучший способ исправления дефекта - аккуратная установка формы.
Дефекты машины:
К таким искажениям приводят два вида нарушений регулировок. Во-первых, это неравномерный зажим формы. Если в "голове" или "хвосте" форма зажата только посередине, а углы свободны, то при натяжении она деформируется, что приведет к "трапеции" на соответствующем оттиске. Во-вторых, к такой же картине приводит коробление листа бумаги в момент захвата его клапанами форгрейфера или печатного цилиндра. Коробление может возникнуть уже на столе равнения листов - из-за того, что передние упоры стоят не в одну линию, а дугой, так, что лист касается только крайних упоров. Далее, если клапана печатного цилиндра держат лист только в середине или только по краям, лист будет коробиться при прохождении зоны натиска и при отрыве от офсетного полотна. Поэтому очень важно не только периодически регулировать клапана, но и чистить их от пыли и масла.
Несовмещение лица с оборотом
Для начинающих полиграфистов необходимость точного совмещения изображений на двух сторонах листа порой неочевидна. Действительно, когда рядовой читатель рассматривает страницу цветного журнала, ему глубоко без разницы, сдвинуто ли изображение на ее обороте на полмиллиметра или нет.
а) Стабильный сдвиг между лицом и оборотом
Все напечатано очень ровно и красиво, совмещение идеальное, вот только при подрезке выясняется, что оборот сдвинут относительно лица ровно на два миллиметра.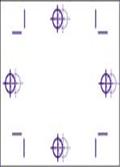
Ошибки печатника:
Конечно, правильнее всего верстать так, чтобы метки располагались симметрично - тогда такие ошибки будут исключены. Однако бывает, что заказчик приходит со своими косыми пленками. В этом случае в бланке заказа надо написать для печатника большими печатными буквами, что совмещать надо по обрезным меткам.
Технологические причины:
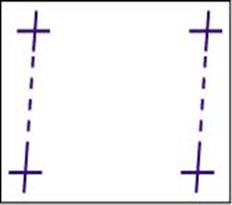
Как правило, это ошибки верстки. Посмотрите на рисунок. На пленках имеются обрезные метки, заботливо поставленные верстальщиком вручную, и приводочные кресты, которые ставит программа верстки автоматически. Если обрезные и приводочные метки не отцентрованы, у печатника есть выбор, по каким из них совмещать лицо и оборот. Поскольку обычно в первую очередь печатник смотрит на центральные приводочные кресты, очень вероятно, что оборот он будет выравнивать по ним же.
Конечно, правильнее всего верстать так, чтобы метки располагались симметрично - тогда такие ошибки будут исключены. Однако бывает, что заказчик приходит со своими косыми пленками. В этом случае в бланке заказа надо написать для печатника большими печатными буквами, что совмещать надо по обрезным меткам.
б) Небольшие боковые смещения между лицом и оборотом,
носящие случайный характер - это неприятность, которая становится заметной после финишной подрезки стопы. При этом по отдельности на лице и обороте все краски могут быть совмещены очень хорошо.
При анализе этой проблемы не обойтись без такого краеугольного понятия, как "верный угол". Представьте себе обычную стопу, в которой все листы имеют правильную прямоугольную форму, но немного различаются по размеру. Торцы такой стопы - ступенчатые или зазубренные. Аккуратным сталкиванием можно добиться того, что по крайней мере два смежных торца стопы будут идеально ровными. Если при всех последующих операциях (печати и резке) каждый лист будет выравниваться по этим двум сторонам, то будет достигнуто точное совмещение как между красками, так и относительно кромки листа, несмотря на разброс размеров листов в стопе. Эти две смежных грани стопы и называют "верным углом". Часто их во избежание ошибок помечают линиями, наносимыми маркером на торец стопы.
Ошибки печатника:
На большинстве современных печатных машин имеется возможность менять сторону листа, по которой выполняется боковое равнение на самонакладе. Если при печати лица верный угол был со стороны управления машины, то при переходе на печать оборота необходимо перенастроить машину так, чтобы равнение листов выполнялось к стороне привода машины. Порой печатники по лени или просто по незнанию не делают этого; тогда разброс размера листов в стопе приводит к соразмерному разбросу между изображениями лица и оборота.
Технологические причины:
Если печать каждой стороны выполняется за один листопрогон, броски при печати оборота нередко вызваны тем, что бумага изменила свои свойства. Простейший пример - недостаточная сушка после первого прогона. Сырая краска вызывает частичное слипание листов, загрязняет детали механизма равнения и стола самонаклада, что ухудшает точность выравнивания листов. Столь же очевидны и последствия печати первого прогона с большим количеством противоотмарочного порошка
Так же, как и при печати в несколько прогонов, может навредить длительный перерыв между печатью лица и оборота. Бумага может изменить размер, причем неравномерно: обычно сильнее усаживается верхняя, более вентилируемая, часть стопы, а также та сторона, которая была обращена к батарее или попадала под струю сквозняка.
Иногда не следят за соблюдением верного угла при подготовке бумаги к печати. По-хорошему, надо делать окончательную подрезку верного угла всегда в одном и том же положении стопы на резальной машине. Если же при резке на формат печати пачку просто разрезают пополам и складывают половинки одну на другую, получается, что в одной части стопы угол чуть больше 90градусов, а в другой части - чуть меньше. Такая стопа доставит много неприятностей в печати, как бы тщательно ее ни сталкивали по верному углу.
Отдельный случай - печать "со своим оборотом", когда лицо и оборот листовки формата, например, А4 монтируют на одну форму формата А3, чтобы обойтись одним комплектом форм. На машинах с подачей листа широкой стороной это не вызывает проблем с совмещением, так как переворот стопы производится через боковую сторону, и при переключении автомата бокового равнения она выравнивается по тому же верному углу. Но на машинах с подачей листа узкой стороной переворот производится "через голову"; при этом сохранить равнение по верному углу принципиально невозможно, так как он оказывается на задней кромке. Если листы в стопе имеют разброс по длине, точно такой же разброс будет иметь приводка по клапану между лицом и оборотом. Таким образом, добиться хорошего совмещения при печати "со своим оборотом" на машинах с продольной подачей можно только при условии идеальной стабильности размера листов в стопе.
Погрешности машины:
Устройство бокового равнения листов состоит из двух одинаковых механизмов, расположенных со стороны управления и стороны привода. Чтобы равнение было одинаково точным, оба механизма должны быть настроены одинаково. Проверка выполняется так же, как и при односторонней печати: повторным прогоном 30-50 листов. Прежде, чем запускать печать тиража, надо добиться, чтобы броски листа при двух прогонах отсутствовали при работе каждого из автоматов равнения: со стороны управления и стороны привода.
в) Оборот напечатан "вверх ногами"
Ошибки печатника:
Может быть, об этом и писать не стоило бы, но, во-первых, я сам пару раз допускал эту ошибку, когда учился печатать. А во-вторых, по моим наблюдениям, это не такой уж редкий случай в практике типографий. Причем бывает, что ошибка выявляется только при попытке сфальцевать или сброшюровать полностью отпечатанный буклет.
Казалось бы, очевидно, что виноват печатник (как я уже говорил в предыдущей части статьи, печатник всегда крайний). Но все-таки решить эту проблему может только технолог. Чтобы свести такие ошибки к минимуму, он должен выдавать печатнику вместе с бланком заказа еще и макет-распечатку для двусторонней печати. Макет можно выводить в уменьшенном масштабе на простом принтере, а затем склеивать страницы лица и оборота или сшивать степлером в нужном порядке.
Бывает и так, что во время укладки стопы на подающий стапель из-за невнимательности часть листов уложена правильно, а часть - наоборот. Такая ошибка будет мгновенно замечена, если перед началом печати "верный угол" был прочерчен маркером по торцам стопы:
Технологические причины:
г) Несовмещение относительно разметки листа
В основном все виды несовмещения те же самые, что были рассмотрены выше. Однако есть один характерный тип искажений (см. рис.), который не проявляется в несовмещении красок; заметить его можно только при печати с оборотом или при измерении относительно краев листа.
Ошибки печатника:
При однокрасочной печати причина может быть в том, что печатник неаккуратно установил офсетную форму, и она вытянулась ромбом. Допустить такую ошибку при работе с мягкими полиэфирными или бумажными формами очень легко. Однако, вопреки ожиданиям, даже алюминиевые формы толщиной 0,3 мм могут быть деформированы таким образом. В этом случае обязательно будут "пузыри" под формой, расположенные в голове и хвосте с противоположных сторон. (Обнаружить пузыри легче всего, постукивая по форме ногтем или ключом: в области пузыря будет характерный "пустой" звук.)
Технологические причины:
Конечно, первым делом надо проверить, ровно ли нарезана бумага: может оказаться, что с оттиском все нормально, просто углы листа не прямые.
Затем надо проверить пленки: иногда фотонаборный автомат начинает выдавать фотоформы с перекосом. Наложите фотоформу на готовый оттиск, и сразу многое станет ясно.
Погрешности машины:
Ромбовидные искажения образуются в том случае, если оси формного и офсетного цилиндров не лежат в одной плоскости. Причины такого нарушения следует искать, исходя из конструкции конкретной машины. Например, на легких машинах красочный аппарат вместе с формным цилиндром имеет собственные несущие стенки, соединенные со станиной машины болтами. В случае попадания чего-нибудь твердого между формным и офсетным цилиндрами на ходу машины удар может быть достаточно сильным, чтобы несущий каркас красочного аппарата сместился на несколько десятых миллиметра. Обнаружить такой сдвиг бывает очень непросто, тем более, что персонал типографии обычно пытается скрыть от наладчика (и от своего руководства) факты таких аварий.При однокрасочной печати причина может быть в том, что печатник неаккуратно установил офсетную форму, и она вытянулась ромбом. Допустить такую ошибку при работе с мягкими полиэфирными или бумажными формами очень легко. Однако, вопреки ожиданиям, даже алюминиевые формы толщиной 0,3 мм могут быть деформированы таким образом. В этом случае обязательно будут "пузыри" под формой, расположенные в голове и хвосте с противоположных сторон. (Обнаружить пузыри легче всего, постукивая по форме ногтем или ключом: в области пузыря будет характерный "пустой" звук.)
Немного о методах диагностики
Итак, несколько страниц исписано перечнем разновидностей неприводок и их причин. А нужна ли кому-нибудь вся эта классификация? Как говорил один академик в моем институте, "Теорию развиваете? Ну-ну. Бумага все терпит…"
Чтобы избежать обвинений в абстрактном теоретизировании, я попробую на конкретном примере показать, как описанные принципы можно использовать в решении практической проблемы.
В качестве методологического вступления я бы напомнил два бородатых анекдота из научного фольклора.
1. Математика спросили: Как поймать льва в пустыне?
- Это очень просто. Перегораживаем пустыню пополам решеткой. Затем ту половину, в которой находится лев, снова делим решеткой пополам, и так до тех пор, пока лев не окажется в клетке.
2. Исследование слуха у тараканов. Опыт №1. Сажаем таракана на стол и затем стучим по столу. Таракан убегает. Опыт №2. Отрываем таракану ноги, снова сажаем на стол и стучим. Таракан спокойно лежит на месте. Вывод: таракан слышит ногами.
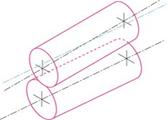
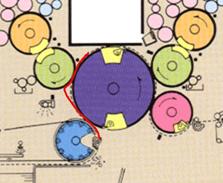
 Теперь перейдем к делу. Рассмотрим следующую проблему: на двухкрасочной машине наблюдается несовмещение между секциями вида, показанного на рисунке. В моей практике такая проблема встречается очень часто, и здесь я поделюсь имеющимся опытом борьбы с ней. Поскольку причина может быть связана с машиной, для корректной постановки задачи нужно конкретизировать тип машины. Мы будем обсуждать хорошо мне знакомую машину планетарного построения Ryobi 3302, схема которой показана ниже.
Теперь перейдем к делу. Рассмотрим следующую проблему: на двухкрасочной машине наблюдается несовмещение между секциями вида, показанного на рисунке. В моей практике такая проблема встречается очень часто, и здесь я поделюсь имеющимся опытом борьбы с ней. Поскольку причина может быть связана с машиной, для корректной постановки задачи нужно конкретизировать тип машины. Мы будем обсуждать хорошо мне знакомую машину планетарного построения Ryobi 3302, схема которой показана ниже.
Как и при поимке льва в пустыне, будем последовательно отсекать возможные причины.
Сделай сам
Сначала изолируем большую область неведомого, называемую "печатник". Для этого наладчику надо заменить печатника и самостоятельно выполнить все операции, включая установку офсетных полотен. Если в результате совмещение получилось заметно лучше, надо понять, что именно печатник делает не так. Попросим его еще раз проделать все те же операции и будем внимательно следить за каждым его действием. Может быть, он недостаточно натянул офсетные полотна (что наиболее вероятно)? Или забыл подтянуть их после нескольких сотен листов? Или одна из форм имеет в хвосте "пузырь"?
Хорошо, если удалось выявить однозначную ошибку, вызвавшую несовмещение. Однако ситуация может быть такой же, как в опыте над тараканом: у печатника совмещение не получалось, а у наладчика - получилось, но тем не менее причина не в ошибке печатника. Просто кроме замены человека произошла неявная замена каких-либо других параметров системы - например, снимая и устанавливая резину, наладчик тщательно промыл ее, и изменилась липкость поверхности.
Поэтому более-менее достоверный вывод о связи совмещения и приемов работы печатника можно сделать только на основании длительных наблюдений. Иногда на машине работают два сменных печатника, и в одной смене проблем обычно нет, а в другой они возникают часто: вот в таком случае можно с большей достоверностью утверждать, что один из печатников что-то делает не так. (Правда, нельзя забывать, что мы имеем дело с людьми. Иногда атмосфера в коллективе очень нездоровая; бывает, что два сменных печатника исподволь конкурируют, и один из них применяет в этой борьбе "удары ниже пояса" - например, оставляя машину сменщику, нарочно вводит какое-нибудь малозаметное нарушение в регулировку, а в начале своей смены снова его убирает.)
Сравнение как метод исследования
После того, как мы установили, что в руках наладчика машина ведет себя так же, и, соответственно, к печатнику претензий нет, будем делить нашу пустыню дальше и решать, где корень зла - в технологии или в настройках машины. Идеальный для исследователя вариант - когда в типографии есть две одинаковые машины. Если проблема наблюдается на обеих - надо проверять технологию, а если только на одной - очевидно, чинить машину. Однако пока далеко не все типографии имеют больше одной машины. Теоретически есть возможность сравнительного анализа - взять ту же бумагу, краску, формы, офсетную резину и поехать с ними в другое место, где есть такая же машина, например, в демоцентр продавца этих машин. (Вероятность, что нас пустят с нашими затеями в конкурирующую типографию, близка к нулю).
На практике, конечно, приходится проводить все эксперименты на одной машине. Попробуем последовательно закрывать белые пятна на нашей карте, разделив область технологии на составляющие: бумага, краска, офсетная резина.
Начнем с бумаги. Сначала надо определить ориентацию волокна в листе - совмещение будет наилучшим, если волокно направлено вдоль его длинной стороны.

Если бумага нарезана правильно, остается возможность ее растяжения при печати. В момент отрыва листа от резины на него действует сила в несколько десятков килограмм. При этом лист, во-первых, скручивается, а, во-вторых, тянет за собой резину. Попробуем заменить бумагу - взять такой же формат, но другой сорт. Если это помогло, надо в будущем переходить на эту, более стабильную, бумагу.
Однако с имеющейся бумагой тоже надо что-то делать - не выбрасывать же? Поскольку сила отрыва зависит от скорости печати, попробуем снизить скорость до минимума. Помогает? Значит, придется допечатывать тираж на малой скорости.
Мне неоднократно приходилось слышать мнение печатников, что в данном случае сказывается изменение размера листа из-за увлажнения в первой секции. Я считаю, что это не так. Во-первых, для изменения размера лист должен увлажниться не только на поверхности, но и в толще, а за те 0,3-0,4 секунды, когда лист проходит от первой секции до второй, вода не успевает впитаться.
Во-вторых, экспериментальная проверка показывает, что изменение подачи увлажнения от минимума до максимума никак не отражается на несовмещении в хвосте. Иногда даже наблюдается эффект, обратный ожидаемому - с увеличением подачи воды совмещение становится лучше. Видимо, это связано с тем, что смачивание резины облегчает отрыв листа после зоны натиска.
Силы, вызывающие деформацию листа, зависят от поверхностных свойств офсетной резины, а смещение самой резины зависит от ее структурных свойств и от аккуратности ее установки на машину. Закончив описанные эксперименты с бумагой, перейдем к офсетной резине.
Лист прилипает к резине как в области пробельных элементов, так и в области печатных. Сейчас нас интересует первый вид взаимодействия, так как здесь наиболее сильно влияние свойств самой резины. Наилучшим считается такое резиновое полотно, которое создает наименьшую силу отрыва листа. По способу изготовления различают вулканизированные (более дешевые) и шлифованные полотна. Вулканизированное полотно можно отличить по внешнему виду - оно имеет выраженный глянец, тогда как шлифованное полотно имеет бархатистую поверхность. При печати на мелованных глянцевых бумагах прилипание к глянцевой резине бывает настолько сильным, что лист расслаивается.
Шлифованные полотна тоже не одинаковы. Столкнувшись с проблемой несовмещения, попробуйте несколько полотен от разных производителей и выберите то, которое дает наилучший результат. (Никогда не выбрасывайте "родные" полотна, которыми была укомплектована машина при поставке: даже если они безнадежно продавлены, в подобных случаях они очень пригодятся для сравнительных экспериментов и выяснения причин.)
Для полотен низкого качества характерна сильная зависимость свойств поверхности от смывки. Проявляется она в том, что на идеально прилаженном тираже совмещение катастрофически расползается после протирки или автоматической смывки резины, а потом в процессе печати постепенно, через 50-100 листов, "садится" на место.
Очень велика роль подкладки под офсетное полотно. (На современных малоформатных машинах очень распространен стандарт толщины покрышки офсетного цилиндра 2,50 мм; при этом используется резинотканевое полотно 1,90 мм и подкладка 0,60 мм). В первую очередь надо проверить правильность подбора толщины пакета - она должна соответствовать номиналу или превышать его не более, чем на 0,05 мм, а разница толщин на двух секциях не должна превышать 0,02 мм. Другая частая ошибка - использование подкладки с "пузырем", со складкой или деформированной под действием разных жидкостей.
Иногда бывает полезно попробовать несколько видов подкладок - компрессионная резинотканевая, прессшпан или самоклеящийся пластик. Сравните результаты печати, получаемые с одной и той же резиной, но с разными подкладками.
Наконец, офсетные полотна меняют свои свойства со временем. Совсем новое полотно обладает, как правило, очень большой липкостью; оно должно "обкататься" на нескольких тысячах листов, пока у него установятся стабильные параметры. Чтобы уменьшить липкость нового полотна, его иногда припудривают тальком или протирают специальными средствами. С другой стороны, когда полотно стареет, его липкость также может увеличиться из-за размягчения поверхности под действием смывки. На этот случай также есть соответствующая химия, но лучше все-таки своевременно менять резину.
Свойства краски также существенно влияют на совмещение между секциями. Механизм влияния все тот же: в зоне отрыва листа от резины возникает большое усилие, которое может деформировать лист или смещать резину. Усилие разрыва красочного слоя зависит от липкости и вязкости краски, и связанная с этим картина несовмещения может быть весьма причудливой - деформация будет зависеть от распределения печатных элементов каждого цвета на листе.
Чтобы локализовать проблему, чрезвычайно полезно сделать тестовую фотоформу в виде сетки из линий толщиной 20-25 мкм с ячейкой 1-2 см, изготовить с нее две одинаковые офсетные формы и попробовать добиться совмещения оттисков с двух секций. Если сетка совмещается хорошо, значит, корень зла именно в высокой липкости краски. Проверить это можно и другим способом - просто нанести на красочные валики в обеих секциях немного добавки для уменьшения липкости краски, или печатного масла, или в крайнем случае несколько капель обычного машинного масла. Если дело было в излишней липкости краски, после добавки масла на валики приводка должна улучшиться без каких-либо дополнительных подстроек.
А может, мы лечим не причину, а следствия?
Каждый из перечисленных выше факторов может быть источником брака приводки сам по себе. Но, к сожалению, утверждать это однозначно нельзя. Возможно, что подбором материалов и режимов мы на самом деле лишь уменьшаем проявление дефекта самой машины. Как отмечалось выше, достоверный вывод о неисправности машины можно сделать, если печать с тем же набором материалов на другой точно такой же машине не приводит к браку.
Как правило, проделать такой эксперимент бывает невозможно по организационным причинам. Поэтому приходится "для очистки совести" проводить полную профилактическую проверку всех регулировок машины. Это очень длительная и трудоемкая работа, поэтому большим подспорьем здесь оказывается опыт наладчика, благодаря которому можно в первую очередь проверить наиболее "подозрительные" регулировки.
На рассматриваемый вид несовмещения больше всего влияет состояние захватов листопроводящего тракта.
Во-первых, лист может быть вытянут из захватов печатного цилиндра в процессе отрыва от резины первой или второй секции. Обратим внимание на то, что рассматриваемая машина имеет печатный цилиндр двойного диаметра с двумя группами захватов. Если сила удержания листа недостаточна из-за нарушения регулировки или загрязнения, то на машине рассматриваемого типа несовмещение должно проявляться "через лист" (маловероятно, что одновременно и в равной степени разрегулировались или засорились обе группы захватов).
Во-вторых, как видно из схемы листопроводящего тракта машины, перехват из клапанов печатного цилиндра в выводное устройство происходит еще в процессе запечатывания листа во второй секции. Если в момент перехвата натяжение листа кратковременно ослабляется (из-за нарушения согласования по циклу или из-за слабого натяжения цепей), лист может немного сместиться назад, что приведет к несовмещению в последней четверти листа: оттиск первой секции окажется чуть длиннее, чем второй. Если нарушена регулировка только одной из трех "таскалок" выводного устройства, то и нарушение совмещения будет наблюдаться на каждом третьем листе.
Наука и жизнь
На самом деле все не так просто. Описанная здесь стройная схема поиска и устранения причин несовмещения еще ни разу не была реализована в жизни в полном объеме. Это всего лишь упрощенное концентрированное изложение приемов, методов, наблюдений, собранных в течение нескольких лет по разным типографиям.
Практически ни разу еще мне не удавалось в итоге указать пальцем на единственный источник зла и тем более искоренить его так, чтобы проблема исчезла. Обычно в лучшем случае дело заканчивается несколькими рекомендациями, которые совместно с выполненными регулировками дают более или менее ощутимое улучшение.
А в худшем случае жизнь накладывает на это уравнение со многими неизвестными дополнительные краевые условия: 1) бумагу заменить нельзя, потому что ее уже закуплено по случаю 12 тонн; 2) заменить офсетное полотно нельзя, потому что другого нет, а до до ближайшего города двое суток на оленях; 3) тираж надо сдавать утром, а первые петухи уже прокукарекали. Обычно в такой ситуации технолог, печатник и наладчик ради спасения тиража приступают к групповому изнасилованию машины. (Натуралистические подробности каждый может дорисовать в меру своего опыта в этих делах.) Во многих случаях им удается получить приемлемый результат ("третий сорт - не брак"), но такая работа пагубно действует в первую очередь на печатника. Поняв один раз, что все позволено, он становится неразборчив в средствах, а в итоге несколько месяцев спустя машина едва способна печатать бланки на газетной бумаге
Часть 3. Нарушение цветопередачи.
Контроль плотности и управление им в процессе печати
Предыдущая часть обзора была посвящена многообразию видов несовмещения многокрасочных оттисков. Простое перечисление этих видов и возможных причин заняло две журнальных статьи.
В этом номере мы перейдем к не менее обширному семейству дефектов печати, общим для которых является нарушение передачи цвета. Результат воспроизведения цвета зависит от всей цепочки подготовки изображения - от фотографирования оригинала, сканирования, цветоделения и, конечно, от печати. Нас сейчас интересует только печатный процесс, поэтому по возможности не будем углубляться в тонкости допечатной подготовки. Будем считать, что печать идеальна, если плотность каждой отдельной краски точно соответствует образцу.
Для начала необходимо сказать несколько слов о способах контроля этого соответствия.
Самый простой и в то же время довольно точный способ - "на глаз". Человеческий глаз очень чувствителен к оттенкам цвета, если образцы для сравнения находятся рядом. Единственная проблема состоит в том, где взять правильный образец. Одна из возможностей - в присутствии заказчика подобрать нужную смесь красок, получить отпечаток на тиражной бумаге и утвердить его. Процесс не быстрый, зато самый верный.
Если же заказчик выбирает цвет по готовому каталогу, уже могут появиться сложности. Дело в том, что бумага-носитель, на которой выполнен каталог, обязательно отличается от тиражной бумаги по фактуре поверхности, белизне и прозрачности. Наш глаз, в отличие от спектрофотометра, воспринимает объект в целом - как совокупность цвета, формы, глянца, фактуры, поэтому отпечаток на разных бумагах будет визуально иметь разные оттенки, даже если по приборам цвета идентичны.
Тем не менее каталоги цветов используются очень широко. Если у заказчика и у печатника есть одинаковые стандартные каталоги, например, Pantone, им вообще не нужно встречаться для утверждения цвета: достаточно в заказе указать номер подходящего стандартного цвета.
Аналогично можно контролировать цвет и при полноцветной печати. Для этого на листе должна быть предусмотрена технологическая зона, в которой размещаются небольшие квадратики, печатаемые чистыми цветами CMYK. Цвета этих квадратиков во время печати тиража сравнивают с цветами эталонов. Однако все чаще применяется аппаратный контроль - с помощью денситометра. Главное удобство денситометра - в том, что он показывает количественно степень отклонения цвета от номинальной плотности. Ориентируясь на эти цифры, печатник гораздо точнее вносит поправки в подачу краски и быстрее добивается нужного режима.
Все денситометры калибруются по единым стандартным образцам цвета, поэтому заказчику, как правило, не требуется давать в типографию требуемые плотности красок CMYK. Эти плотности также стандартизованы, и соблюдение этих цифр в печати гарантирует хорошее качество тиража - при условии правильно откалиброванного денситометра и правильно выполненной допечатной подготовки.
Нужно сказать, что "стандартность" приведенных в таблице цифр довольно относительна. Во-первых, уже из этой таблицы видно, что рекомендуемые плотности сильно зависят от типа бумаги. Разнообразие бумаг намного шире, чем представлено в таблице, поэтому во многих случаях приходится подбирать оптимальные значения методом проб и ошибок. Во-вторых, у составителей подобных таблиц тоже нет единого мнения о "правильных" цифрах - например, имеющиеся у автора рекомендации от фирм X-Rite и Heidelberg отличаются от российских норм на 0.1-0.3 единицы.
В-третьих, типографиям приходится учитывать и вкусовые пристрастия заказчиков. По моим наблюдениям, у этих пристрастий есть определенный географический принцип: в южных республиках на первом месте яркость и сочность оттисков, тогда как в центральной и северной части России заказчики готовы смириться с пастельными красками, но не простят потери сюжетных деталей в тенях. Поэтому в разных типографиях принятые значения плотностей CMYK по денситометру варьируются от 1,20-1,20-0,95-1,50 до 1,45-1,45-1,30-1,85.
А теперь перейдем к рассмотрению различных видов брака в цветопередаче. Выделим основные типы дефектов:
- насыщенность краски меняется в пределах тиража;
- насыщенность краски неравномерная по ширине листа;
- оттенок краски не соответствует образцу.
а) Динамика изменения плотности во время тиража
 Сначала посмотрим, как происходит подача краски от красочного ящика печатной машины к форме. На рисунке показан достаточно типичный красочный аппарат. Его валики образуют цепочку, звенья которой пронумерованы от 1 до 8. Передача краски по этой цепочке будет происходить только при условии, что имеется некоторый градиент: толщина красочного слоя на валике 1 должна быть больше, чем на валике 2, и т.д.
Сначала посмотрим, как происходит подача краски от красочного ящика печатной машины к форме. На рисунке показан достаточно типичный красочный аппарат. Его валики образуют цепочку, звенья которой пронумерованы от 1 до 8. Передача краски по этой цепочке будет происходить только при условии, что имеется некоторый градиент: толщина красочного слоя на валике 1 должна быть больше, чем на валике 2, и т.д.
Скорость подачи краски по цепочке валиков пропорциональна градиенту толщины красочного слоя. Предположим, что для нормальной насыщенности оттиска толщина краски на накатных валиках (№ 8) должна быть 3 мкм. Если запечатывается 100% листа, достаточный приток краски к накатным валикам будет обеспечен при толщине слоя на валике №1 порядка20-30 мкм.
 Если запечатывается около 10% листа, расход краски в 10 раз меньше, и достаточная подача краски будет обеспечена при толщине краски на валике №1 порядка 5 мкм (при этом на накатных валиках будут те же 3 мкм).
Если запечатывается около 10% листа, расход краски в 10 раз меньше, и достаточная подача краски будет обеспечена при толщине краски на валике №1 порядка 5 мкм (при этом на накатных валиках будут те же 3 мкм).
Если же выключить подачу краски и подачу бумаги и предоставить валикам вращаться на холостом ходу, то через некоторое время толщина красочного слоя на всех валиках станет одинаковой.
Эти наукообразные построения нужны нам для того, чтобы объяснить, почему после приладки и начала печати тиража плотность краски всегда немного падает.
Предположим, например, что в процессе приладки машина настроена так, что по всей ширине листа плотность пурпурной краски близка к 1,40. (Приладка, как водится, выполнялась на прогонах по 15-20 листов). Теперь мы начинаем печатать тираж. Включаем машину, подаем на форму сначала воду, затем краску, включаем натиск на офсетный цилиндр. Таким образом, прежде, чем начнется подача бумаги, машина успеет сделать несколько десятков оборотов, и распределение краски на валиках станет равномерным, как на последней диаграмме. Самые первые листы будут иметь несколько больше краски, а к 15-20-му листу плотность снизится до номинального уровня.
 Одновременно с подачей бумаги включится и подача краски из красочного ящика. Однако снижение плотности краски еще не прекратится: в этот момент переходный процесс только начинается, и распределение краски имеет вид примерно как на диаграмме справа. Пока еще приток краски к форме обеспечивается ее резервом, имеющимся на валиках.
Одновременно с подачей бумаги включится и подача краски из красочного ящика. Однако снижение плотности краски еще не прекратится: в этот момент переходный процесс только начинается, и распределение краски имеет вид примерно как на диаграмме справа. Пока еще приток краски к форме обеспечивается ее резервом, имеющимся на валиках.
 Но для постоянного потока краски по всей цепочке валиков нужно, чтобы на каждом уровне был достаточный перепад; стационарное состояние будет достигнуто только тогда, когда значения толщин краски на валиках образуют равномерную "лесенку" . Однако при этом окажется, что плотность краски на оттиске уже не 1,40, а всего 1,20.
Но для постоянного потока краски по всей цепочке валиков нужно, чтобы на каждом уровне был достаточный перепад; стационарное состояние будет достигнуто только тогда, когда значения толщин краски на валиках образуют равномерную "лесенку" . Однако при этом окажется, что плотность краски на оттиске уже не 1,40, а всего 1,20.
Сначала была проведена приладка. Пробная печать выполнялась сериями по 50 листов, и на последнем листе замерялась плотность краски на контрольных плашках в пяти точках по ширине листа. На рисунке показано расположение печатных элементов на листе. В итоге приладки были получены плотности обеих красок 1,30 +/-0,05. (С этих значений начинаются графики плотностей краски на следующем рисунке).
Изначальная причина наблюдаемого провала плотности - в том, что во время приладки мы делали замеры плотности после слишком малого количества листов, когда еще не успевал закончиться переходный процесс. По-хорошему, надо бы на приладке перед замером плотности краски прогонять не 10-20, а по крайней мере 100-200 листов макулатуры (вот только где же ее взять в таком количестве?).
 В малотиражной полиграфии нет другого выхода, кроме повышения мастерства печатника и изучения индивидуального характера машины. Опытный печатник может удержать краску в заданном интервале плотностей с первых листов тиража, если отработает следующие приемы "высшего пилотажа":
В малотиражной полиграфии нет другого выхода, кроме повышения мастерства печатника и изучения индивидуального характера машины. Опытный печатник может удержать краску в заданном интервале плотностей с первых листов тиража, если отработает следующие приемы "высшего пилотажа":
· во время приладки добиваться не номинального, а чуть завышенного уровня плотности (величина превышения тем больше, чем больше площадь запечатки);
· в начале тиража постепенно увеличивать подачу краски, не дожидаясь падения плотности на выходе (степень увеличения также зависит от площади запечатки);
· постоянно контролировать плотность денситометром (в начале тиража через каждые 50-100 листов), замечая тенденции ее изменения до того, как она выйдет за допуск.
Колебания плотности краски во время тиража, как и любой другой вид брака, могут происходить по трем причинам: ошибки печатника, неправильная постановка технологии и неполадки машины. Перечисление именно через "и", а не через "или", потому что на практике чаще всего действуют одновременно несколько причин. Посмотрим, как это происходит, на конкретном примере.
В качестве примера взяты данные из эксперимента, который автор проводил несколько лет назад на машине Ryobi 512. Одной из целей эксперимента как раз и было наблюдение за тем, как будет меняться плотность краски во время тиража, если на ходу совсем не трогать никакие регулировки.
(Ryobi 512, если кто не знает, - это двухкрасочная машина формата 52х36 см, с каскадной подачей листов и с чехловым увлажнением Molleton).
Регуляторы подачи краски и увлажнения на этой машине бесступенчатые и имеют шкалы от 0 до 10. Далее, говоря о количестве подаваемой краски, будем указывать значения на соответствующих шкалах.
К моменту окончания приладки были установлены следующие значения: голубая краска (1 секция) - 5,5, увлажнение 5,0; пурпурная краска (2 секция) - 6,0, увлажнение 5,0. Затем машина была включена на непрерывную печать, а каждый сотый лист на ходу вынимался для замера плотности красок. Результаты приведены на графике.
Посмотрим, что происходит во время печати. На первой тысяче никаких дополнительных регулировок не делалось. Плотность краски постепенно снижается и стабилизируется на уровне 1,10-1,20. (Объяснение этого эффекта дано выше.) После 1000 листов проявился явный брак печати - на плашечных элементах появились затеки из-за чрезмерного увлажнения. Так проявилась гнусная сущность чехлового увлажняющего аппарата: при приладке чехлы успевали немного подсохнуть во время остановок, а при непрерывной печати они стали накапливать воду, что постепенно привело к переувлажнению.
· Подача воды была снижена с 5,0 до 4,0 на обеих секциях, и через некоторое время дефект исчез. Кроме того, уменьшение подачи воды привело к увеличению оптической плотности краски (хотя подача краски и, соответственно, толщина красочного слоя не менялись).
Однако через 400 листов стало ясно, что уменьшение подачи воды было чрезмерным: начало затягивать краской растровые элементы. При этом плотность краски все еще не достигла номинального значения 1,35 +/-0,05. Поэтому была увеличена подача воды до 4,7, и плотность краски снова несколько снизилась. После 1500-го листа предпринята попытка поднять плотность до номинальных значений. Подача голубой краски увеличена до 7,0, а пурпурной - до 7,5.
На следующих 500 листах мы наблюдаем постепенное увеличение плотности обеих красок. Пурпурного все еще мало, поэтому после 2000-го листа подача во 2 секции увеличена до 8,0.
Через 300 листов снова появилась грязь на растровых элементах, и пришлось увеличить подачу воды до 5,0 на обеих секциях. После этого печать шла относительно стабильно.
Итак, из 2500 условно-тиражных листов в допуск по плотности краски более-менее попадают всего около 400 - с 1800 до 2000 и с 2300 до 2500. При этом трижды за тираж появлялся безусловный брак - сначала в виде затеков воды, затем два раза - тенение на растровых элементах. Рассмотрим причины, по которым возник этот брак.
Ошибки печатника:
Во-первых, стремясь получить на тираже плотность 1,35, печатнику (то есть мне) надо бы было на приладке добиваться 1,45, а никак не 1,30.
Во-вторых, в начале печати надо было немного увеличить подачу краски, не дожидаясь, пока плотность упадет ниже допустимого уровня.
В-третьих, если бы это был реальный тираж, конечно, не стоило бездействовать во время печати первых сотен. Корректировать подачу краски и воды в начале печати нужно постоянно.
Слишком резкое уменьшение подачи воды после 1000 листов произошло из-за того, что печатник не приспособился к этой конкретной машине, не изучил ее характера. Вполне достаточно было бы снизить подачу воды до 4,5-4,7. Чтобы быстро избавиться от затеков, следовало на несколько циклов полностью отключить передаточный валик.
Нарушения технологии:
Довольно сильно осложняло работу то, что увлажняющие валики были промыты непосредственно перед этим тиражом. Отжать чехлы после промывки до рабочего состояния практически невозможно - даже при использовании специальных моечных машин. Проблемы, которые создавал избыток воды на чехлах, по большей части остались "за кадром" - с ними приходилось бороться во время приладки, но их след тянется практически до конца этого небольшого тиража. Если бы работа начиналась при сухих или нормально увлажненных чехлах, поведение машины на тираже было бы более предсказуемым. Поэтому я рекомендую мыть чехлы увлажняющих валиков только в конце смены, чтобы к утру они успевали подсохнуть.
Как уже отмечалось выше, для правильной оценки плотности краски на приладке нужно прогонять не меньше 100-200 листов. А в нашем эксперименте замеры проводились по 50-му листу, что давало несколько завышенные значения по сравнению с установившимся режимом.
Дефекты машины:
Перед экспериментом машина была приведена в полностью исправное состояние; проявлений дефектов в прямом смысле этого слова здесь нет. Тем не менее машина имеет один серьезный конструктивный недостаток, а именно - чехловое увлажнение Molleton. По современным меркам, такая система уже считается анахронизмом. (За последние годы, например, в Германии не было продано ни одной машины Ryobi 520-й серии с чехловым увлажнением, тогда как машины с пленочным увлажнением пользуются заслуженной популярностью.) Рассматриваемый тираж очень убедительно демонстрирует капризность, инерционность и плохую управляемость системы увлажнения. Обратите, например, внимание на то, что на первой тысяче установка увлажнения на 5,0 привела к затекам, а ко второй тысяче пришлось вернуться к той же самой установке, и печать продолжалась нормально.
Для получения стабильной печати желательно, чтобы увлажняющий аппарат имел минимальную инерционность. Например, система Kompac, состоящая всего из трех валиков (и никаких чехлов!), настолько мало влияет на процесс печати, что на оснащенных ею машинах печатники вообще в течение всей смены не прикасаются к регулировкам подачи увлажнения.
Итак, главное в деле получения стабильной плотности краски - это взаимопонимание между печатником и машиной. Чтобы его достичь, очень полезно хотя бы однажды провести такой же эксперимент, с замером и записью плотностей сначала без регулировок, а потом с внесением небольших изменений. Постройте такие же графики, чтобы наглядно увидеть, как изменения регулировок проявляются в результатах печати.
И, конечно, постарайтесь заменить чехловую систему увлажнения на пленочную, если на вашей машине это возможно.
б) Изменение плотности по ширине листа
Общие закономерности здесь примерно те же, что и для общей плотности краски. Рассмотрим отклик системы на единичный прямоугольный импульс, или, проще говоря, посмотрим, что будет, если при сплошной запечатке открыть на 100% только один сегмент красочного ящика. На рисунке показано распределение краски на дукторном валике и соответствующее ему распределение краски на оттиске. Под действием валиков с осевым перемещением краска будет раскатываться в стороны от зоны ее подачи. При большом расходе краски ее "растекание" будет малозаметным; с другой стороны, если дать валикам покрутиться на холостом ходу, через некоторое время краска распределится на всю длину валиков.

Режим печати с малой площадью запечатки близок к режиму холостого хода. Поэтому на таких работах будет сложнее держать равномерную плотность по ширине листа. На следующем рисунке показана разница при печати похожих изображений с большой и малой площадью запечатки.
Известен также эффект увеличения плотности краски по краям при равномерной подаче. На рисунке показано, как это примерно выглядит. Видимо, причина в том, что краска, подаваемая со средних сегментов красочного ящика, может растекаться в обе стороны, а с крайнего сегмента - только в одну. А может быть, сказывается накопление краски на концах раскатных валиков, временно выходящих за пределы зоны контакта с другими валиками. Фактом является то, что такой эффект есть, и для его компенсации приходится несколько уменьшать подачу краски на краях даже при равномерном распределении печатных элементов на листе.
Эти особенности поведения краски нельзя назвать браком; скорее это просто ограничения, которые необходимо иметь в виду. Обойти их можно внесением соответствующих поправок, рациональным размещением картинок на листе, наконец, выбором другой печатной машины. В некоторых случаях можно предложить "обходные маневры". Так, например, тонкий крест на рис. 9 я бы печатал с двух форм одинаковой краской: на одной секции продольную линию, а на другой - "перекладину".
Теперь перейдем собственно к классификации видов брака.
Ошибки печатника:
Так же, как и при регулировке общей подачи краски, печатнику необходимо изучить характер машины, чтобы точно знать, насколько надо прибавлять или уменьшать зональную подачу. Все начинающие печатники делают типичную ошибку - забывают об инерционности машины. Прибавив краски там, где ее было маловато, они тут же вынимают лист для контроля и, убедившись, что краски по-прежнему мало, добавляют еще и еще. А через пару сотен листов обнаруживается, что плотность уже зашкаливает за "2,0". Попытка убрать лишнюю краску уменьшением зональной подачи в лучшем случае приведет к успеху через несколько сотен листов. А если площадь запечатки маленькая, придется останавливать тираж, смывать краску и раскатывать заново.
То же самое относится и к регулировке подачи воды. Хотя она в меньшей степени влияет на плотность краски, некоторая зависимость есть. К тому же повышенная подача воды приводит на длинных тиражах к эмульгированию краски. Эмульсия образуется быстрее всего на краях валиков, поэтому на краях оттиска краска становится более бледной. Скомпенсировать плотность большей подачей краски не удается, так как при этом только усиливается образование эмульсии и начинается тенение.
Нарушения технологии:
Первейшей причиной я бы назвал отсутствие денситометра и работу без контрольных технологических шкал. Несмотря на очевидность проблем, во многих типографиях работают именно так - либо жалко денег на денситометр, либо экономят бумагу и заполняют поле печати "под завязку".
Нередко причиной проблем бывает неудачная раскладка изображений на листе. По возможности надо стремиться "раскидать" насыщенные элементы равномерно по ширине листа. Несбалансированное размещение не только затруднит регулировку краски, но еще может нарушить приводку между секциями (этот эффект был рассмотрен в первой части статьи).
Следует очень осторожно относиться к новой химии. Иногда оказывается, что данная краска и данное увлажнение плохо совместимы, и в результате краска начнет эмульгировать или просто "гулять" во время печати длинных тиражей. Поэтому лучше меньше экспериментировать и придерживаться тех расходных материалов, которые уже проверены. А это значит, что закупать их нужно заранее на склад, а не тогда, когда печатник соскребает остатки по сусекам.
Дефекты машины:
Здесь имеется бескрайнее море возможностей. Вот наиболее частые случаи.
Деформация дозирующего ножа красочного ящика:
Иллюстрацией этого случая является рассмотренный ранее график. Две нижних голубых линии на графике соответствуют двум крайним зонам на второй секции. Как раз там имелись небольшие деформации на дозирующей пластине. При этом краска в принципе поддается регулировке, но по графику видно, что в этих зонах она живет своей жизнью, не очень связанной с изменениями в средних зонах.
Бочкообразная деформация валиков:
Старые валики, как правило, разбухают в средней части. При этом меняются условия раската в крайних и средних зонах. В частности, краска из средних зон постепенно вытесняется на края. Кроме того, на краях из-за слабого давления создаются лучшие условия для эмульгирования краски с водой.зменение оттенка краски во время печати
Стекловидный глянец на валиках:
Глянец - это загрязнение поверхностного слоя резины отложениями солей увлажнения, связующим бумаги и засохшими частицами краски. Они образуются на валиках не равномерно, а в отдельных узких зонах (например, там, где на длинном тираже не было печатных элементов). Как правило, эти отложения являются гидрофильными. Поэтому во время печати, когда вода частично переходит на красочные валики через форму, она вытесняет в этих местах краску, и на оттиске появляется светлая продольная полоса.
Повреждение увлажняющих валиков:
Этот случай наиболее характерен для систем пленочного увлажнения. Если на поверхности дозирующего резинового валика имеется маленькая щербинка со спичечную головку, этого будет достаточно, чтобы через нее на накатной валик попадало избыточное количество воды. На оттиске в этом месте будет продольная светлая полоса, иногда даже с характерными затеками на краях плашек.
в) Изменение оттенка краски во время печати
Заметнее всего это бывает на желтой краске. Во время печати цвет постепенно меняется с желтого на грязно-бурый. Суть явления очевидна - в желтую краску попадает краска других цветов и смешивается с ней на валиках. Но путей, которыми попадает на валики эта более темная краска, существует несколько.
Технологические причины:
Никакая машина не может быть смыта идеально - всегда на валиках остается какое-то количество пигмента предыдущей краски. Заметнее всего в желтой краске присутствие голубого пигмента - микроскопические дозы придают ей зеленоватый оттенок. Поэтому следует избегать такой последовательности работ, когда после голубой краски с этой же секции должна печататься желтая. Наименьшее искажение оттенка желтой краски вносит пурпурный пигмент, поэтому на двухкрасочных машинах обычно одна секция отводится под желтую и пурпурную краску, а другая - под голубую и черную. На однокрасочных машинах с этой точки зрения оптимальный порядок печати Г-П-Ж-Ч.
Иногда, особенно при срочной печати коротких тиражей, краска между прогонами не успевает высохнуть и попадает на валики красочного аппарата уже с бумаги, через офсетную резину. Если такие работы попадаются часто, следует подумать о приобретении инфракрасной сушки, которая сократит время полного закрепления краски до 20-30 минут.
· Дефекты оборудования:
Если машина плохо смывается, удалить остатки темной краски не удастся даже многократным раскатом белил и повторными смывками. Наиболее частые причины - износ ракеля смывочного устройства и бочкообразная деформация валиков. В обоих случаях краска смывается не по всей ширине валиков. Иногда встречаются и грубые ошибки регулировки, когда один или несколько валиков оказываются не связанными с остальными во время смывки. На рисунке показана ситуация, когда один из накатных валиков не касается раскатного. Во время печати этого можно и не заметить, так как он будет набирать краску через форму.
Иногда светлая краска загрязняется не другими красками, а старой смазкой, которая во время печати комьями летит с шестерен и из втулок валиков. Это бывает из-за чрезмерного усердия наладчика при смазывании машины. Чтобы не было такой грязи, нужно перед нанесением новой смазки удалить ветошью избыток старой с шестерен, шеек валиков и других деталей, находящихся на станине со стороны валиков.
Ошибки печатника:
Обычно это не ошибка, а простая халтура при смывке машины. Недостаточно просто очистить валики ракелем. Периодически (оптимально - раз в неделю) обязательно нужно разбирать красочный аппарат и промывать валики более сильными средствами вручную, а также удалять остатки краски, накапливающиеся на торцах.
При печати на неполном формате машины краска может накапливаться на печатном цилиндре. Печатники нередко забывают (или ленятся) его протереть, и эта краска затем через резину снова попадает на валики. Чтобы краска не попадала на печатный цилиндр, нужно на этапе монтажа позаботиться о том, чтобы за пределами печатного листа не было печатных элементов (обычно туда попадают практически бесполезные шкалы, которые по умолчанию ставит PageMaker, и лучше их сразу отрезать).
Продолжение следует. В следующей (пока последней) части статьи будут рассмотрены различные дефекты, плохо поддающиеся классификации: рябая печать, полошение, дробление, марашки, а также проблемы с тиражом после того, как он отпечатан.
· Дмитрий Ширенов 2000 г.
